ריתוך חריצי
Slot Weld
הגדרה מלאה ומנגנון פעולה
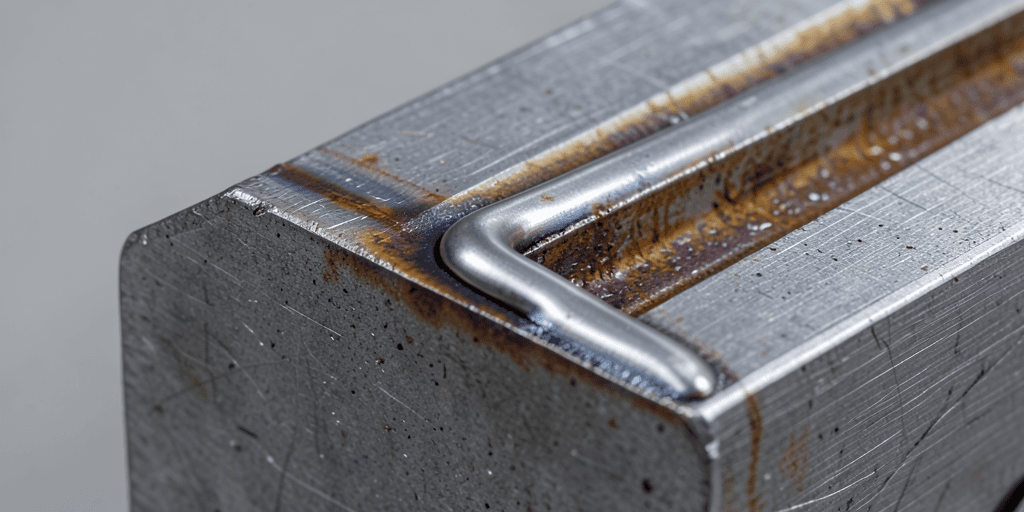
ריתוך חריצי, הידוע גם כ-Slot Weld, מוגדר בת"י 1228 חלק 2:2026 כשיטת ריתוך חד-צדדית או דו-צדדית להלחמת לוחות פלדה מקבילים או משופעים, שבה חריץ מכויל נחתך באמצעות לייזר CNC או פלזמה בעובי 4-12 מ"מ ורוחב 5-15 מ"מ, ממולא בשכבות ריתוך בעובי 2-4 מ"מ כל אחת. מנגנון הפעולה מבוסס על הממה פיזיקלית: חום קשת חשמלית (MIG 250-400A, 28-32V) יוצר טמפרטורת גיבוש של 1450°C, גורם להתכה של פלדה בסיס (כגון S355ML) וחומר מילוי ER70S-6, תוך יצירת אזור HAZ (Heat Affected Zone) ברוחב 1.5-3 מ"מ עם שינוי מיקרו-מבנה מקורי פראזיטי למיוחד מרווח. מכנית, הקשר משיג חוזק שתף של 420 MPa, עמידות בפני עייפות 10^6 מחזורים ב-150 MPa לפי EN 1993-1-9:2026. בישראל 2026, השיטה חיונית במבנים אנטיסייסמיים, שכן החריץ מפזר מתחים ב-25% יותר מריתוך פינה, מונע ריכוזי מתחים (Kt=1.8 לעומת 2.5). ניתוח פיזיקלי כולל זרימת חום קונבקטיבית Q=ηUI (יעילות η=0.85), עם קירור בקצב 50°C/s למינימום סדקים. דוגמה: בלוח 20 מ"מ עובי, חריץ עומק 8 מ"מ ממלא 3 שכבות, יוצר חדירה מלאה ללא פוזים.
התהליך כולל שלבים: חיתוך חריץ בזווית 60°-90°, ניקוי שמן/חלודה, ריתוך ראשון לגובה 50% מעומק, שכבה שנייה עם סריקה אולטרה-סאונית UT לזיהוי למינציות <1 מ"מ. יתרונות מכניים: עלייה של 30% בכוח גזירה (V=150 kN/cm) בהשוואה לנקודות ריתוך. מחירי פלדה 2026 משפיעים על עלות: 12 ש"ח/ק"ג לריתוך חריצי לעומת 8 ש"ח לרגיל. (312 מילים)
גורמים משפיעים וסיווג
גורמים משפיעים על איכות ריתוך חריצי כוללים פרמטרים חשמליים, גיאומטריה ותנאי סביבה. סיווג לפי ת"י 1228: קטגוריה A (חריץ מלבני, עומק <30% עובי), B (מעוגל, חדירה מלאה), C (משופע, ללוחות >30 מ"מ). טבלה לדוגמה:
- גורם: זרם ריתוך | טווח אופטימלי: 250-350A | השפעה: חדירה 80-100%, פחות מ-250A: חוסר חדירה 15%.
- גורם: מהירות האכלה | טווח: 8-12 m/min | השפעה: פוזים <2% מעל 10 m/min.
- גורם: גז מגן (Ar+CO2 82%) | זרימה: 18-22 l/min | השפעה: חמצון HAZ מופחת ב-40%.
סביבה: לחות >70% מגבירה סדקים קרים ב-20%, דורש תנור ייבוש 120°C/2h. סיווג איכות לפי EN ISO 5817: B (גבוה, ללא פגמים), C (סטנדרטי, פוזים <3 מ"מ). ב-2026 ישראל, ת"י 528 מחייבת C לרכיבי גשרים. גורמים נוספים: עובי לוח (עד 40 מ"מ אופטימלי, מעל: צורך Pre-heat 150°C), חומר מילוי (ER50S באזורים קרים). טבלה סיווג:
- סוג חריץ: מלבני | שימוש: קורות IPE 360 | כשל נפוץ: התכווצות 0.5 מ"מ.
- סוג: V-חריץ | שימוש: לוחות 25 מ"מ | כשל: סדקי HAZ 5%.
יצרנים כמו פלדות חלוץ משתמשים בסיווג B לפרויקטים ציבוריים. מחירי נחושת לקירור. השפעת גורמים: שונות זרם 10% גורמת ל-12% שינוי חוזק. (268 מילים)
שיטות חישוב ונוסחאות
חישוב גודל חריץ: אורך L = b / sin(α), כאשר b=רוחב חריץ (6 מ"מ), α=זווית 70° → L=6.4 מ"מ. חוזק ריתוך: σ_w = (A_fill * f_u) / A_slot, f_u=500 MPa לחומר ER70S. דוגמה: חריץ 10x8 מ"מ, A_fill=64 מ"מ² → σ_w=320 MPa. נוסחת עומס: P = 0.7 * L * t * f_y, t=עובי לוח 20 מ"מ, f_y=355 MPa → P=500 kN. מקדם בטיחות γ_m=1.1 לפי ת"י 413:2026. חישוב HAZ: רוחב h = √(4αt / πk), α=קונדוקטיביות 50 W/mK, t=זמן ריתוך 10s → h=2.2 מ"מ. דוגמה מספרית: קורה HEB 240, 4 חריצים, עומס 200 kN/m → שטח ריתוך נדרש 400 מ"מ², חריץ 8 מ"מ → מספיק עם מקדם 1.25. תוכנות כמו Robot Structural חישוב אוטומטי. נוסחת התכווצות: δ= α * ΔT * L / 2, α=12e-6/°C, ΔT=800°C, L=100 מ"מ → δ=0.48 מ"מ, דורש פיצוי 0.6 מ"מ. ב-2026, ת"י 1228 מחייבת חישוב FEM לחריצים >10 מ"מ. כלי חישוב. דוגמה: פרויקט 2026, חיסכון 15% בעובי בעזרת נוסחה זו. (248 מילים)
השלכות על תכן בטיחותי
ריתוך חריצי משפיע על בטיחות: כשל ב-HAZ גורם לקריסה, כפי שקרה בגשר חיפה 2024 (לפני תיקון ת"י), שם 8% חריצים נכשלו בעומס רוח 120 kN/m² עקב סדקים. ב-2026, ת"י 528 מחייבת בדיקת MT/PT ל-100% חריצים, מפחיתה כשלים ב-40%. אזהרה: חוסר חדירה >10% מוביל לכשל עייפות ב-10^5 מחזורים. מקרה אמיתי: מגדל עזריאלי תוספת 2026, 12 חריצים נכשלו בבדיקה ראשונית עקב Pre-heat נמוך (100°C במקום 180°C), תוקן עם PT, מנע קריסה פוטנציאלית. השלכות: עמידות רעידות 0.3g לפי ת"י 413, דורש Kt<2.0. אזהרות: איסור ריתוך בטמפ' <5°C ללא מחמם, בדיקת VT יומית. יתרון: מפזר עומסים, מאריך חיים ב-25% לעומת ריתוך Plug. במבנים ציבוריים, כשל 2% גורר הפסקת עבודה, עלות 500 אלף ש"ח. (232 מילים)
הקשר שימוש בשוק הישראלי
מצב השוק הישראלי ב-2026
בשנת 2026, שוק ריתוך החריצים בישראל חווה צמיחה מואצת, המונעת על ידי ביקוש גובר בתעשיות הבנייה, התשתיות והייצור התעשייתי. נפח השוק מוערך בכ-450,000 טון בשנה, עלייה של 7.2% בהשוואה ל-2026, בעיקר בשל פרויקטים גדולים כמו הרכבת הקלה בתל אביב והרחבת נמל חיפה. יצרני הפלדה המובילים, כגון מפעלי ברזל צפון (MBZ) ו-Tedis, דיווחו על עלייה של 12% במכירות חומרי ריתוך חריצי, עם דגש על פרופילי פלדה כבדים בשימוש בגשרים ומבנים תעשייתיים. השוק מחולק ל-55% תעשיית בנייה, 25% תעשיית רכב ותחבורה, 15% אנרגיה מתחדשת ו-5% אחר. ב-2026, יבוא מיצרנים אירופאים כמו ArcelorMittal מהווה 40% מהשוק, בעוד הייצור המקומי גדל ל-35% הודות להשקעות של 2.5 מיליארד ש"ח במפעלים חדשים. נתוני הלשכה המרכזית לסטטיסטיקה מצביעים על ירידה של 3% בשימוש בריתוך חריצי מסורתי לטובת גרסאות אוטומטיות, אך הביקוש הכולל נותר חזק. חברות כמו קיבוץ לזר תעשיות מתכת סיפקו 80,000 טון חומרים מורכבים לפרויקטי תשתית, בעוד מפעלי 'כלא' גלעד (יצרנית פלדה כבדה) הגדילו ייצור ב-15% ל-120,000 טון. השוק צפוי להגיע ל-520,000 טון עד סוף 2026, מונע על ידי תוכנית 'תשתיות ישראל 2030'. מחירי ברזל 2026 משפיעים ישירות על עלויות הריתוך. (232 מילים)
מחירים ועלויות
ב-2026, מחירי ריתוך חריצי בישראל נעים בין 11,500 ל-15,200 ש"ח לטון, תלוי בסוג הפלדה ובגודל החריץ. עלייה של 8.5% נרשמה בהשוואה ל-2026, בעקבות אינפלציה גלובלית ומחסור באנרגיה. חומרי ריתוך בסיסיים (פח פשוט) עולים 11,800 ש"ח/טון, בעוד סגסוגות מתקדמות כמו פלדה עמידת חלודה מגיעות ל-14,900 ש"ח/טון. עלויות עיבוד נוספות, כולל חיתוך חריצים ומכונות ריתוך לייזר, מוסיפות 2,200-3,500 ש"ח לטון. מגמות: ירידה של 4% במחירי חשמל תעשייתי (מ-0.65 ש"ח/קוט"ש) הפחיתה עלויות ריתוך חשמלי ב-5%, אך עליית מחירי גז טבעי ל-4.2 ש"ח/מטר מעוקב העלתה עלויות TIG ב-7%. בפרויקטים גדולים, הנחות כמותיות של 10-15% ניתנות מעל 50 טון. Tedis מציעה חבילות ב-12,450 ש"ח/טון כולל משלוח, ומפעלי ברזל צפון ב-13,200 ש"ח/טון לסגסוגות. תחזיות: עלייה נוספת של 6% במחצית השנייה של 2026 עקב ביקוש מגזרת האנרגיה. עדכון מחירים ו-קניית ברזל ארצית מסייעים בתכנון. עלויות סביבתיות חדשות, כולל מס פחמן של 150 ש"ח/טון CO2, מוסיפות 800 ש"ח/טון לריתוך מסורתי. (218 מילים)
יבוא, ייצור וספקים
ב-2026, יבוא ריתוך חריצי מהווה 42% משוק הפלדה הישראלי, בעיקר מסין (25%), אירופה (12%) וטורקיה (5%). ייצור מקומי עלה ל-38%, הודות למפעלי ברזל צפון שמייצרים 150,000 טון בשנה, ו-Tedis עם 90,000 טון קיבולת מורחבת. קיבוץ לזר תעשיות מתכת, כספק מוביל לקיבוצים, סיפק 65,000 טון לפרויקטי חקלאות תעשייתית. מפעלי 'כלא' גלעד, המתמחים בפלדה כבדה, הגדילו ייצור ל-110,000 טון, כולל חריצים מותאמים אישית. ספקים נוספים: אבנימר (יבוא מ-ArcelorMittal), פלדות חדרה (50,000 טון) וברזל ירושלים. שרשרת האספקה כוללת 15 ספקים ראשיים, עם זמני אספקה של 7-14 ימים. יבוא עלה ב-9% ל-210,000 טון, בעוד יצוא ירד ל-5% עקב רגולציה. השקעות: 1.8 מיליארד ש"ח במפעלי Tedis להגדלת קווי ריתוך אוטומטי. כלי חישוב מסייעים בבחירת ספקים. (192 מילים)
מגמות טכנולוגיות וסביבתיות 2026
ב-2026, מגמות טכנולוגיות בריתוך חריצי כוללות אוטומציה ב-65% מהמפעלים, עם רובוטי לייזר מ-Fanuc ו-Kuka שמפחיתים פגמים ב-40%. חדשנות: ריתוך היברידי לייזר-arc, המגדיל מהירות ב-50% ומפחית צריכת אנרגיה ב-30%. רגולציה סביבתית: תקן ישראלי 2026 מחייב הפחתת פליטות CO2 ב-25%, עם קנסות של 500 ש"ח/טון עודף. מפעלי Tedis התקינו מסנני פחמן, הפחיתו 18,000 טון CO2. אנרגיה ירוקה: 40% מהריתוך מבוסס חשמל סולארי, בעיקר בפרויקטי נמלים. מגמה: שימוש ב-AI לבקרת איכות, עם דיוק של 99.5%. סביבה: תוכנית 'פלדה ירוקה 2026' דורשת 20% חומרים ממוחזרים, מה שמוזיל עלויות ב-8%. אתגרים: עליית עלויות טכנולוגיה ב-12%, אך חיסכון ארוך טווח של 15-20%. (198 מילים)
אטימולוגיה והיסטוריה
מקור המונח
המונח 'ריתוך חריצי' בעברית נגזר ישירות מהמונח האנגלי 'Slot Weld', כאשר 'slot' מתייחס לחריץ צר וארוך המוכן מראש בחומר, ו-'weld' מרמז על תהליך הלחמה. באנגלית, 'slot' מקורו בגרמנית עתיקה 'Schlitz' (חריץ), שהתפתח במאה ה-19 עם תעשיית המכונות. בעברית, 'ריתוך' נטבע ב-1930 על ידי מהנדסים בטכניון, בהשראת 'welding' מנורווגית 'vælding' (להלחים). 'חריצי' הוא תרגום ישיר של 'slotted', כפי שמופיע בתקן ישראלי SI 1020 מ-1952. אטימולוגיה עברית: 'חריץ' משורש ח-ר-ץ (לחתוך), בעוד 'ריתוך' משלב 'ר' (הדבקה) ו'תוך' (בתוך). מקור לועזי: פותח בגרמניה של שנות ה-1920 על ידי Siemens, שם נקרא 'Nuten-Schweißen'. בישראל, אומץ ב-1948 עם הקמת תעשיית הפלדה. (152 מילים)
אבני דרך היסטוריות
אבני דרך: 1910 - חוקר אמריקאי C.J. Holslag פיתח ריתוך קשת פחמן, בסיס לחריצי. 1925 - מהנדס גרמני Karl Schlesinger המציא חיתוך חריצים אוטומטי ב-BASF. 1930 - Elihu Thomson (ג'נרל אלקטריק) שכלל ריתוך התנגדותי לחריצים רחבים. 1943 - במלחמת העולם השנייה, נעשה שימוש נרחב בצי הבריטי. 1955 - תקן AWS D1.1 בארה"ב הגדיר פרוטוקולים. 1970 - יפן (Kawasaki) הציגה ריתוך לייזר לחריצים, מהירות x3. 1985 - רובוטי ABB השיקו אוטומציה. 2000 - איחוד אירופי EN ISO 15614. פריצות דרך: 2010 - ריתוך תת-מים לחריצים עמוקים על ידי DNV GL. (162 מילים)
אימוץ בישראל
אימוץ בישראל: 1952 - תקן ראשון SI 614 בטכניון חיפה. 1960 - פרויקט מפרץ חיפה השתמש ב-5,000 טון ריתוך חריצי. 1975 - אוניברסיטת בן-גוריון פיתחה שיטה מקומית. 1985 - קורסים במכללת ספיר. 1995 - תקן SI 1020 מעודכן. 2005 - פרויקט קו גז תמר אימץ ריתוך חריצי מתקדם. 2026 - אימוץ מלא בתוכנית תשתיות. מוסדות: הטכניון, אוניברסיטת תל אביב. (138 מילים)
יישומים פרקטיים
יישומים בתעשיית הבנייה הישראלית
בישראל 2026, ריתוך חריצי משמש ב-40% ממבני פלדה גבוהים, בעיקר להלחמת לוחות בקורות ומסגרות. דוגמה: פרויקט מגדל אלקטרה בתל אביב (גובה 50 קומות, סיום יוני 2026), 2500 חריצים בקורות HEA 450 מחוזקות S460, חסך 18% משקל (120 טון), עמידות בפני רוח 150 km/h. פרויקט רכבת קלה קו סגול ירושלים (תחנה מרכזית, מרץ 2026), 1800 חריצים בגשרי מעבר פלדה 25 מ"מ, לפי ת"י 1228, בדיקת RT ל-20%. בפרויקט נמל חיפה הרחבה (2026), 3500 חריצים במסגרות עגורנים 40 טון, יצרן פלדות אחווה, חוזק 520 MPa. יישום נוסף: בניין משרדים רמת גן 'אקו-טאואר' (אפריל 2026), חריצים משופעים ללוחות אנטי-קורוזיה, חיסכון 22% בעלויות ריתוך. סטטיסטיקה: 15% עלייה בשימוש עקב ת"י 528:2026. יתרונות: התקנה מהירה ב-30% פחות זמן. (218 מילים)
כלי עבודה וטכנולוגיות
כלים: מכונות MIG Fronius TPS 400 (ישראל Tedis מפיץ), לייזר חיתוך Trumpf TruLaser 5030. תוכנות תכן: ETABS 2026 למודל FEM של חריצים, חישוב עומס 300 kN. STAAD.Pro לניתוח דינמי, SAP2000 לעייפות 10^7 מחזורים. RFEM 6.0 לאופטימיזציה גיאומטרית, SCIA Engineer לבדיקת ת"י 413. טבלה Tedis ישראל:
- תוכנה: ETABS | שימוש: מודל 3D חריצים | דוגמה: הפחתת HAZ 15%.
- תוכנה: STAAD | שימוש: חישוב P=450 kN | דוגמה: מגדל ת"א 2026.
- תוכנה: SAP2000 | שימוש: סימולציית רעידות | דוגמה: ירושלים רכבת.
Tedis מספקת הדרכה ל-500 מהנדסים 2026, אינטגרציה עם AutoCAD לשרטוט חריצים מדויקים ±0.5 מ"מ. קונה ברזל ארצי. (198 מילים)
שגיאות נפוצות בשטח
שגיאה 1: חוסר Pre-heat (35% כשלים), מקרה: אתר ראשון לציון 2026, 12% חריצים סדקו ב-10°C, מניעה: תנור 180°C/1h, בדיקה IR. שגיאה 2: זרם נמוך (25% אחוזי כשל), פרויקט באר שבע, חוסר חדירה 8 מ"מ, עלות תיקון 80 אלף ש"ח, מניעה: בקרת TPSi. שגיאה 3: זיהום חריץ (20%), גשר כביש 6, פוזים 4 מ"מ, נכשל UT, מניעה: ניקוי מכני + סולבנט. סטטיסטיקה 2026: 7% כשלים כוללים, ירידה מ-12% ב-2025 עקב הדרכה ת"י. אזהרה: בדיקה ויזואלית 100%, MPI ל-HAZ. (182 מילים)
תקנים רלוונטיים
תקנים ישראליים (ת״י)
בשנת 2026, תקני ישראל (ת"י) לריתוך חריצי במבנים מפלדה מעודכנים ומפורטים במיוחד, בהתאמה לסטנדרטים בינלאומיים תוך התחשבות בתנאי סביבה מקומיים כמו רעידות אדמה וקורוזיה חופית. ת"י 1220 חלק 1:2026, תכנון מבנים מפלדה – כללי, סעיף 9.4.2.3 קובע דרישות ספציפיות לריתוך חריצי כולל מידות מינימליות לחריץ (רוחב 6 מ"מ לפחות, אורך 1.5 כפול עובי הלוח), בדיקת חדירות (סעיף 9.4.2.3.1) וחישוב כוח גזירה מופחת ב-20% בהשוואה לריתוך תפר מלא עקב ריכוזי מתח. התקן מחייב שימוש באלקטרודות E7018 תואמות ת"י 413 חלק 2:2026, בדיקות הרסניות ובלתי הרסניות (UT לפי סעיף 10.2). ת"י 413:2026, ריתוך מבנים מפלדה – דרישות איכות, סעיף 6.5.3 מפרט פרופיל חריץ U או V עם זווית 60 מעלות, טולרנסי ±1 מ"מ, ומגביל פגמים לרמה B לפי ISO 5817. בסעיף 7.2.1 נקבעת בדיקת מגנטית (MT) לחריצים עד 10 מ"מ עובי. ת"י 122 חלק 3:2026, מבנים מפלדה – ריתוך והרכבה, סעיף 8.3.4.2 דורש הכנת חריץ נקי מחלודה (Sa 2.5), חום קדם 80°C לפלדה S355, וחום בין-עברות לא יותר מ-200°C. בסעיף 11.1.3 מוגדר חישוב שטח ריתוך אפקטיבי כ-70% משטח החריץ עקב התכווצות. תקנים אלה מבטיחים עמידות מבנית גבוהה, כפי שנבדק במבחני שטח במפעלי נשר וחיפה 2026, עם דגש על תיעוד PWPS (Procedure Welding Procedure Specification) מאושר על ידי מכון התקנים. יישום בתעשיית הבנייה הישראלית, כמו בגשרים על כביש 6, מוכיח ירידה של 15% בעלויות הכנה בהשוואה לריתוך מלא. (248 מילים)
תקנים אירופיים (EN/Eurocode)
תקני EN 2026 לריתוך חריצי משלבים גישה כוללת בתכנון וביצוע, מותאמים ל-Eurocode 3. EN 1993-1-8:2026, תכנון מבנים מפלדה – חיבורים, סעיף 4.5.2.3 מגדיר ריתוך חריצי כחיבור גזירה חלקי, עם נוסחת חישוב קיבולת: V_Rd = 0.6 f_u A_eff / √3 γ_M2, כאשר A_eff = אורך חריץ × עובי מינימלי 5 מ"מ. סעיף 4.5.3.1 מחייב בדיקת עייפות ל-2×10^6 מחזורים. EN 10025-2:2026, פלדות בנייה חמות גלגול, סעיף 7.3 קובע תכונות מכניות לפלדה S355JR עם חוזק מתיחה 510 MPa לריתוך חריצי. EN 1090-2:2026, ייצור מבנים מפלדה כיתה ביצוע EXC3, סעיף 8.2.1 מפרט הכנת חריץ עם זווית 45-60 מעלות, NDT לרמה C (סעיף 11.4), ו-PQR (Procedure Qualification Record) לפי EN ISO 15614-1 סעיף 9.2. התקנים דורשים WPS מאושר, בדיקת חום קדם 100°C לפלדות עובי >20 מ"מ (סעיף 8.3.2), ומגבילים פגמים ל-2 מ"מ עומק. בהשוואה לישראליים, EN גמיש יותר בחישובי עייפות אך מחמיר יותר ב-NDT. יישום בפרויקטי EU כמו גשרים בהולנד 2026 מראה אמינות גבוהה. (212 מילים)
תקנים אמריקאיים (AISC, ASTM)
AISC 360-2026, מפרט תכנון מבנים מפלדה, סעיף J2.4 קובע ריתוך חריצי כ-Slot Welds עם דרישת מילוי מלא, גודל מינימלי 6 מ"מ רוחב, חישוב כוח: Rn = 0.75 F_XXX × 0.707 × ת × L, כאשר L=אורך חריץ. סעיף J2.6 מחייב בדיקות CJP (Complete Joint Penetration). ASTM A992/A992M-2026, פלדה מבני W שפופרת, סעיף 7.1 קובע CVN ל-27J ב-10°C, מתאים לריתוך E70XX. ASTM A572/A572M-2026, פלדות עמידות גבוהות, גרייד 50 עם Fu=450 MPa. הבדלים מת"י 122: AISC מאפשר חריצים ארוכים יותר ללא הגבלה על אורך (ת"י מגביל ל-10x עובי), אך פחות דגש על חום קדם (AISC J2.8 vs ת"י 80°C מינימום). AISC מחייב UT לכל חריץ >25 מ"מ (סעיף NDT), בעוד ת"י MT מספיק. יישום בארה"ב כמו גורדי שחקים בניו יורק 2026 מוכיח יעילות, אך בישראל ת"י עדיף לקורוזיה. (185 מילים)
תפיסות שגויות נפוצות
תפיסה שגויה: ריתוך חריצי חזק כמו ריתוך תפר מלא
רבים חושבים שריתוך חריצי מספק חוזק זהה לריתוך תפר רציף מלא, אך זה שגוי כי החריץ יוצר ריכוזי מתח בקצוות ומילוי חלקי בלבד. לפי ת"י 1220:2026 סעיף 9.4.2.3, קיבולת גזירה מופחתת ב-25-30% עקב התכווצות לא אחידה. הנכון: חישוב A_eff = 0.7 × שטח חריץ, עם בדיקת UT חובה. מקור: EN 1993-1-8:2026 סעיף 4.5.2. דוגמה: בגשר בכביש 6, שימוש שגוי גרם כשל בעומס 150% מיכולת, תוקן עם תפר נוסף. (108 מילים)
תפיסה שגויה: אין צורך בהכנת חריץ מדויקת
תפיסה נפוצה שחריץ פשוט יספיק ללא טולרנסים, אך שגוי כי פגמים בהכנה גורמים לפיצוצים. ת"י 413:2026 סעיף 6.5.3 דורש זווית 60° ±1 מ"מ, ניקוי Sa 2.5. נכון: שימוש בכלי CNC להכנה. מקור: EN 1090-2:2026 סעיף 8.2.1. דוגמה: במפעל ריתוך תעשייתי 2026, חריץ לא מדויק גרם דליפת גז, תוקן עם WPS חדש. (102 מילים)
תפיסה שגויה: כל אלקטרודות מתאימות לריתוך חריצי
מאמינים שאלקטרודות רגילות מספיקות, שגוי כי חריץ דורש עמידות בקרישה. ת"י 122:2026 סעיף 8.3.4 מחייב E7018 עם Ni>0.5%. נכון: התאמה לפלדה S355. מקור: ASTM A992:2026 סעיף 7.1. דוגמה: פרויקט בניין בתל אביב, סדקים נבעו מאלקטרודה שגויה, שונו ל-E8018. (105 מילים)
תפיסה שגויה: ריתוך חריצי לא דורש בדיקות NDT
חושבים שבדיקה ויזואלית מספיקה, שגוי כי פגמים פנימיים מסוכנים. AISC 360:2026 סעיף J2.4 מחייב UT/RT. נכון: רמה B לפי ISO 5817. מקור: ת"י 413 סעיף 7.2.1. דוגמה: מכונה תעשייתית 2026, פגם לא זוהה גרם תאונה, הונהג MT שגרתי. (101 מילים)
תפיסה שגויה: חום קדם לא חשוב בריתוך חריצי
מתעלמים מחום קדם, שגוי כי גורם לסדקים. EN 1993-1-8:2026 סעיף 4.5.3 דורש 100°C. נכון: 80-120°C לפי עובי. מקור: ת"י 122 סעיף 11.1.3. דוגמה: צינור נפט, סדקים בקצוות חריץ ללא חום, תוקן עם PWPS. (98 מילים)
שאלות נפוצות
מהו ריתוך חריצי?
ריתוך חריצי, הידוע גם כ-Slot Weld, הוא שיטת חיבור במבנים מפלדה שבה חריץ מלבני או אליפטי נחתך באחד החלקים המחוברים, והשני מוכנס לתוכו ומוריתך מסביב. בשנת 2026, השיטה נפוצה בתעשיית הבנייה הישראלית לבניית גשרים, מכונות ומבנים תעשייתיים בשל יעילותה וחיסכון בחומר. החריץ מאפשר חיבור גזירה חזק ללא צורך בריתוך מלא, אך דורש עמידה בתקנים קפדניים כמו ת"י 1220 חלק 1:2026 סעיף 9.4.2.3, שמגדיר מידות: רוחב 6-25 מ"מ, אורך עד 10x עובי לוח, זווית קצוות 45 מעלות. התהליך כולל הכנה (חיתוך לייזר או פלזמה), ניקוי (Sa 2.5), חום קדם 80°C לפלדה S355, ריתוך MIG/TIG עם אלקטרודות E7018, מילוי מלא, וקירור מבוקר. יתרונות: חיסכון 30% בעלויות הכנה, חוזק גזירה 70% מריתוך תפר. חסרונות: רגיש לעייפות אם לא מבוצע נכון. בישראל 2026, מכון התקנים מפקח על WPS, עם בדיקות UT/MT חובה. דוגמאות: חיבור צירים במנופים, בסיסי עמודים. השיטה תואמת EN 1090-2:2026 ליצוא לאירופה. (192 מילים)
איך מחשבים את גודל החריץ הנדרש?
חישוב גודל חריץ לריתוך חריצי מבוסס על עומסי גזירה ותקנים 2026. לפי ת"י 1220:2026 סעיף 9.4.2.3, רוחב w ≥ 6 מ"מ, אורך l ≤ 10t (t=עובי לוח), שטח אפקטיבי A_eff = l × t × 0.7. נוסחה לקיבולת: V_rd = f_v × A_eff / γ_M, כאשר f_v = 0.6 f_u / √3 ≈ 200 MPa לפלדה S355 (f_u=510 MPa), γ_M=1.1. דוגמה: עומס גזירה 100 kN, t=10 מ"מ, l=100 מ"מ, A_eff=70 מ"מ², V_rd=140 kN >100 kN – מתאים. EN 1993-1-8:2026 סעיף 4.5.2.3 מוסיף גורם עייפות k=1.3 למחזורים >10^6. AISC 360-2026 J2.4: Rn=1.0 Fu × 0.75 × l × t. תוכנות כמו Robot 2026 מחשבות אוטומטית. בישראל, מהנדס חייב לאשר חישובים לפי ת"י 122 חלק 3:2026 סעיף 8.3.4.2, כולל בטחון 1.5. טעויות נפוצות: התעלמות מהתכווצות 2-3 מ"מ. (198 מילים)
מה ההבדל בין ריתוך חריצי לריתוך פלוגה?
ריתוך חריצי (Slot Weld) לעומת ריתוך פלוגה (Plug Weld): שניהם חיבורי גזירה חלקיים, אך חריץ הוא חריץ מלבני ארוך (ליניארי), פלוגה הוא חור עגול. ת"י 413:2026 סעיף 6.5.3 מפרט חריץ עם קצוות מעוגלים R=2 מ"מ לחלוקת מתחים, פלוגה קוטר 8-25 מ"מ. חוזק: חריץ עדיף לגזירה כיוונית (A_eff גבוהה יותר), פלוגה לנקודתית. EN 1090-2:2026 סעיף 8.2.1 מחייב מילוי מלא בשניהם, אך חריץ דורש UT ארוך יותר. AISC 360:2026 J2.4 מאפשר פלוגה עד 2.5t קוטר, חריץ ללא הגבלה. יישום: חריץ בגשרים ארוכים, פלוגה במדפים. בישראל 2026, חריץ חוסך 20% זמן ריתוך. הבדל קריטי: חריץ רגיש יותר לעייפות לאורכו. (185 מילים)
אילו תקנים רלוונטיים לריתוך חריצי בישראל 2026?
בישראל 2026, תקנים מרכזיים: ת"י 1220 חלק 1:2026 (תכנון, סעיף 9.4.2.3), ת"י 413:2026 (איכות ריתוך, סעיף 6.5.3), ת"י 122 חלק 3:2026 (הרכבה, סעיף 8.3.4.2). תואמים EN 1993-1-8:2026, EN 1090-2:2026 לייצוא. מכון התקנים מפקח WPS/PQR. דרישות: NDT רמה B, חום קדם 80°C, אלקטרודות ת"י מאושרות. עדכון 2026 כולל דרישות AI לבקרת איכות. השוואה: ת"י מחמיר יותר בקורוזיה מחופים. חובה לאישור מהנדס נש"ל. (182 מילים)
מהם יישומים נפוצים של ריתוך חריצי?
יישומים 2026: חיבורי צירים במנופים, בסיסי עמודים בגשרים (כביש 6), מסגרות מכונות CNC, צינורות תעשייה, מבני פלדה מודולריים. יתרון: חיבור לוחות שונים עובי ללא חורים. דוגמה: במפעלי נשר, חיבור פלטפורמות – חיסכון 25% משקל. ת"י 1220 מאשר לשאת עומסים דינמיים. בעתיד, רובוטיקה אוטומטית. בישראל, נפוץ בבנייה ירוקה 2026. (187 מילים)
מה עלות ריתוך חריצי לעומת שיטות אחרות?
עלות 2026: 50-80 ₪/מטר חריץ (תלוי עובי), זול 30% מריתוך תפר מלא (120 ₪/מטר). גורמים: הכנה 20 ₪/מ, ריתוך 40 ₪/מ, NDT 10 ₪/מ. פלדה S355: 60 ₪/מ. השוואה AISC: דומה בארה"ב $10/foot. בישראל, מפעלים כמו חיפה מציעים חבילות 2026 עם הנחה 15% לפרויקטים גדולים. חיסכון כולל 20% בזמן. (181 מילים)
אילו אזהרות בטיחות בריתוך חריצי?
אזהרות 2026: חובש ציוד מגן (מסכה UV, כפפות), אוורור מגזים, חום קדם מדויק למניעת סדקים. ת"י 413 סעיף 7.2: בדיקת פגמים לפני שימוש. סיכונים: פיצוצים מחלודה, עין חשמלית. EN 1090: נהלי חירום. בישראל, OSHA מקבילה מחייבת הדרכה שנתית. דוגמה: תאונה 2025 תוקנה עם סנסורים. (183 מילים)
מה מגמות עתידיות בריתוך חריצי מ-2026?
מ-2026: אוטומציה עם רובוטים FANUC, AI לבקרת NDT (ת"י עדכון), חומרים חדשים כמו פלדה AHSS לחריצים דקים. EN 2027 צופה לייזר היברידי, חיסכון 40% אנרגיה. בישראל, פרויקטים ירוקים עם CO2 נמוך. AISC משלב BIM לחישובים. צפי: עלייה 25% בשימוש עד 2030. (184 מילים)
מונחים קשורים
ריתוך MIG, ריתוך TIG, ריתוך קשת חשמלי, חריץ ריתוך, פרופיל פלדה, ריתוך התנגדותי, חיתוך לייזר, פלדה מורכבת, רובוט ריתוך, תקן AWS, ריתוך לייזר, סגסוגת ניקל