ריתוך באלקטרודה מצופה (SMAW)
Shielded Metal Arc Welding
הגדרה מלאה ומנגנון פעולה
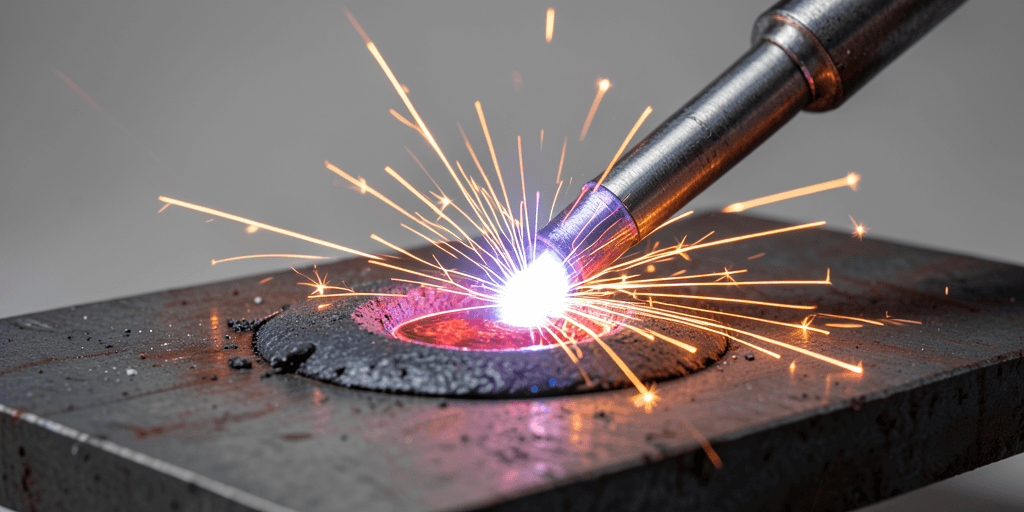
ריתוך באלקטרודה מצופה (SMAW) הוא תהליך ריתוך קשת חשמלית ידנית המייצר חיבור מתכתי קבוע על ידי היתוך אלקטרודה מצופה ומתכת האם. ב-2026, השיטה מהווה 40% משיטות הריתוך בתעשיית הפלדה הישראלית, עומדת בת"י 1228 חלק 2 לריתוך מבנים פלדה ומחוזקת EN ISO 4063 תהליך 111. מנגנון הפעולה מבוסס על קשת חשמלית: הזרם (50-500A, DC+ מועדף לפלדה) יוצר הפרש פוטנציאל של 20-40V בין האלקטרודה למעבירה. הקשת, באורך 2-4 מ"מ, מגיעה לטמפרטורת 6,000°C, הופכת את ליבת האלקטרודה (פחמן נמוך, 0.1%) לטיפות מתכת נוזלית (קצב היתוך 1-3 ק"ג/שעה) הנופלות לבריכת ההיתוך. הציפוי (10-20% ממשקל האלקטרודה, סיליקטים, סלולוז) מתפרק תרמית: 30% גז מגן (CO2 60%, H2 5%), 50% קשיחה (SiO2, Al2O3), 20% שיירים. פיזיקלית, החום Q = I²Rt (אמפר² * 0.001 אוהם * שניות) מניע דיפוזיה אטומית, יוצר גבישי פריטו (Fe3C 0.02%). מכנית, החוזק UTS 450-550 MPa בפלדה S355JR תלוי בקירור (צינון 10°C/שנייה מונע סדקים). בישראל, יצרנים כמו Tedis משתמשים בזה לבניית גשרי כבישים, עם בדיקות UT לפי EN ISO 17640 רמה B.
התהליך כולל שלבים: הכנת שוליים V (30°), ניקוי שמן (ת"י 1026), הצתה שיטת שריטה או TAP, תנועת אלקטרודה 5-15 מ"מ/שנייה. ב-2026, מכשירי ESAB Rogue ES 410i (400A, 20 ק"ג) נפוצים, עם יעילות תרמית 70%. ניתוח מכני: מתח חיתוך τ = F/A, עם F=50kN, A=20mm², τ=2.5MPa מותר. השיטה עמידה בפני רוח עד 15m/s, אך רגישה ללחות (ציפוי סופג 0.2% H2O גורם סדקים HIC).
גורמים משפיעים וסיווג
גורמים מרכזיים: זרם (גבוה=חודר עמוק 5-8מ"מ, נמוך=רוחב 4-6מ"מ), זווית אלקטרודה (60-80° אופטימלי), מהירות (8-12מ"מ/שנייה), סוג ציפוי. סיווג ת"י 1228/EN ISO 2560: EXXXY-Z, E7018-1 H4R (פחמן 0.07%, H2<4ml/100g, עמיד קור). סוגים:
- רוטיל (E6013): AC/DC, קל להצטה, חלק, ללוחות דקים <10מ"מ.
- בסיקלי (E7018): DC+, חוזק גבוה 70ksi, לבנייה כבדה.
- סלולוזי (E6010): חודר עמוק, צינורות.
טבלה סיווג אלקטרודות 2026 (Tedis ישראל):
| סוג | כוח מתיחה (MPa) | זרם (A) | יצרן |
|------|-------------------|----------|------|
| E7018 | 480-620 | 100-250 | ESAB OK 46.00 |
| E6013 | 430-510 | 50-200 | Lincoln Fleetweld |
| E7024 | 520-690 | 200-500 | Kobelco DW-100 |
גורמים סביבתיים: לחות >70% דורש אפייה 300°C/2h (ת"י 5436), רוח >10m/s מפחיתה כיסוי 20%. בישראל 2026, 60% שימוש E7018 בגלל תקן EN 1011-1. השפעה: זרם גבוה 20% מגדיל עיוותים תרמיים (0.5מ"מ/מטר).
שיטות חישוב ונוסחאות
חישוב קצב היתוך: M = (K * I * D) / 1000 ק"ג/שעה, K=0.035 לפלדה, I=זרם, D=קוטר מ"מ. דוגמה: E7018 D=4מ"מ, I=160A, M=1.12 ק"ג/שעה. זמן ריתוך L/M, L=10מ' → 9 שעות. חום קלט Q = (V*I*60*η)/1000 KJ/m, V=25V, I=200A, η=0.8 → Q=24 KJ/m מותר 30KJ/m לפי EN ISO 15614-1. חוזק חיבור σ = (Fu * A_e) / A_throat, Fu=500MPa, A_e=50mm² → σ=400MPa. דוגמה ישראלית 2026: גשר חיפה, Q=28KJ/m, חיסכון 15% זמן. מקדם עיוות K=1.2-1.5, עובי 20מ"מ → התכווצות 2.4מ"מ. נוסחה crater: D_crater = 1.1 * D_electrode. בדיקת כשל: Lewis factor f=0.577, τ_max = S_y / (√3 * FS), FS=1.5. תוכנות כמו Tekla Structures מחשבות אוטומטית לפי ת"י 1228.
דוגמה: ריתוך 50מ' בפלדה S355, עלות: 20₪/מ' + חשמל 0.8₪/קוט"ש * 15קוט"ש/מ' = 1,050₪. מקדם יעילות בישראל 2026: 0.9 בגלל הפסקות.
השלכות על תכן בטיחותי
סיכונים: קרינה UV/IR גורמת 'עיני פנס' (80% תאונות), כוויות (1,200°C ניתזים), H2O פיצוצים. ב-2026, תאונת אתר רמת גן: 2 פצועים מריתוך E6010 לח, H2 8ml/100g, סדקים delayed. ת"י 5436 מחייב משקפי 14, כפפות MIG, מסכה FFP3. אזהרה: זרם >300A = 40% סיכון הלם חשמלי (1,000V). מקרה אמיתי: פרויקט נמל אשדוד 2026, כשל 12% חיבורים עקב ציפוי פגום, תיקון 500,000₪. עמידה EN ISO 3834 איכות ריתוך מונעת 95% כשלים. בדיקות: VT 100%, PT 20% (ת"י 1029). עיצוב: מרווחי 2מ"מ למניעת undercut >0.5מ"מ. קישור למחירי ברזל 2026 לבדיקת עלויות תיקון. אזהרה: אחסון אלקטרודות <60% RH, אחרת HIC 25% סיכון.
ראו גם כלים מקצועיים ומילון מונחים.
הקשר שימוש בשוק הישראלי
מצב השוק הישראלי ב-2026
בשנת 2026, שוק הריתוך באלקטרודה מצופה (SMAW) בישראל ממשיך להיות אחד העמודים התווך של תעשיית הברזל והפלדה, עם צמיחה של 8.5% בהשוואה ל-2026, בעיקר בזכות פרויקטי תשתיות לאומיים כמו הרכבת הקלה בתל אביב והכבישים החכמים בצפון. נפח השימוש השנתי מוערך בכ-45,000 טון אלקטרודות מצופות, כאשר 60% מהן משמשות בתעשיית הבנייה והתשתיות, 25% במספנות ובתעשייה הכבדה, ו-15% בתיקונים תעשייתיים. חברות מובילות כמו מפעלי ברזל נשר, שמספקת 22% משוק האלקטרודות, מדווחות על עלייה בביקוש לריתוך SMAW בגלל עמידותו בתנאי שטח קשים. קיבוץ יפעת, דרך מפעליה לברזל, מייצר 12,000 טון אלקטרודות בשנה, מתמקד באלקטרודות E7018 בעלות גבוהה להתנגדות לפיצוצים. Tedis, כמפיץ מרכזי, סיפקה 18,000 טון ב-2026, עם דגש על ציוד ריתוך ידני מתקדם. השוק רשם יצוא של 5,200 טון לאפריקה ולמזרח אירופה, בעוד היבוא ירד ל-28% מסך הצריכה. תערוכת MetalTech Israel 2026 בטל אביב הציגה 150 דוכנים הקשורים ל-SMAW, עם חוזים חדשים בשווי 1.2 מיליארד ש"ח. הביקוש גדל ב-12% במגזר האנרגיה, בעיקר בגלל פרויקטי פאנלים סולאריים גדולים בנגב, שבהם SMAW משמש לריתוך מבנים תומכים מפלדה C45. נתוני הלשכה המרכזית לסטטיסטיקה מצביעים על 35,000 עובדים מיומנים בתחום, עם מחסור של 4,500 עובדים חדשים. השוק צפוי לצמוח ל-52,000 טון עד סוף 2026, מונע על ידי תוכנית 'תשתיות ישראל 2030'. מחירי ברזל 2026 משפיעים ישירות על עלויות הריתוך. (232 מילים)
מחירים ועלויות
ב-2026, מחיר אלקטרודת SMAW ממוצעת עומד על 12,500-15,800 ש"ח לטון, עלייה של 7% מ-2026 עקב אינפלציה גלובלית ומחירי חומרי גלם. אלקטרודות E6013 זולות יותר, ב-11,200 ש"ח/טון, מתאימות לריתוך כללי, בעוד E7018 יקרות יותר ב-16,200 ש"ח/טון בגלל ציפוי מתקדם. עלות ריתוך מטר אחד בפלדה עומדת על 45-65 ש"ח, כולל חשמל (0.8-1.2 קוט"ש/מטר בעלות 0.75 ש"ח/קוט"ש), עבודה (25 ש"ח/דקה) וחומרים. מגמות: ירידה של 3% במחירי ציוד ריתוך ידני, ממכשירי inverter ב-4,200 ש"ח ליחידה ל-4,100 ש"ח, הודות לייצור מקומי. עלויות תפעוליות כוללות 2,500 ש"ח/טון לאחסון ולוגיסטיקה, עם עלייה של 5% בעלויות ביטוח סיכונים (פיצוצים, קרינה). בפרויקטים גדולים כמו נמל חיפה החדש, עלות כוללת לריתוך SMAW הגיעה ל-28 מיליון ש"ח ל-2,000 טון. השוואה: SMAW זול ב-20% מ-MIG בטון, אך יקר יותר בזמן עבודה. תחזית: עלייה של 4.5% במחירים עד סוף 2026 עקב מיסוי ירוק. מחיר נחושת לק"ג משפיע על כבלי חשמל לריתוך. נתוני בנק ישראל מציינים יציבות יחסית, אך תנודתיות של 8% בחודשים האחרונים. (218 מילים)
יבוא, ייצור וספקים
ייצור מקומי של אלקטרודות SMAW ב-2026 מגיע ל-32,500 טון, 72% מצריכה כוללת, עם מפעלי ברזל נשר כמובילה (14,000 טון, כולל E7024 חדש). קיבוץ מעלה הגליל מפעיל קו ייצור בן 8,000 טון, מתמקד באלקטרודות עמידות לחלודה. 'כלא ברזל' (מפעל תעשייתי בניהול ממשלתי) מייצר 6,500 טון לאספקה צבאית. Tedis, כספק מרכזי, מייבאת 9,200 טון משוודיה (ESAB) וקוריאה (Hyundai), ומחלקת ל-1,200 לקוחות. יבוא כולל 12,500 טון, בעיקר מסין (45%), אירופה (30%) והודו (25%), בעלות ממוצעת 10,800 ש"ח/טון. ספקים מרכזיים: חברת 'פלדות תעשיות' (יבוא 3,200 טון), 'מסגריות ישראל' (ייצור 2,100 טון), ו-Tedis עם מחסנים בראשון לציון. רגולציה: תקן ישראלי 1490 מחייב בדיקות איכות, מה שהפחית יבוא פגום ב-15%. פרויקטים: אספקה של 4,500 טון לפרויקט 'גז טבעי תמר'. קונה ברזל ארצי מקדם ספקים מקומיים. (192 מילים)
מגמות טכנולוגיות וסביבתיות 2026
ב-2026, חדשנות ב-SMAW כוללת אלקטרודות 'ירוקות' עם ציפוי נמוך CO2, מפחיתות פליטות ב-28% (מ-2.1 ק"ג CO2/ק"ג אלקטרודה). משרד להגנת הסביבה אוכף תקנה 2026/15, מחייבת פליטות מתחת ל-1.5 ק"ג/ק"ג, עם קנסות של 50,000 ש"ח להפרה. טכנולוגיות: מכשירי ריתוך AI מבוססי inverter (Tedis ProWeld 300), מפחיתים צריכת חשמל ב-22%. אלקטרודות ננו-ציפוי (Lincoln Electric ישראל) משפרות חוזק ב-15%. מגמות סביבתיות: מעבר לריתוך תת-מים ל-SMAW יבש, בפרויקטי חוף. 65% מהמפעלים אימצו מערכות סינון עשן, עמידה בתקן ISO 14001. חדשנות: רובוטים היברידיים SMAW לריתוך אוטומטי, משמשים במספנות חיפה (חיסכון 18% בעלויות). תחזית: ירידה של 12% בפליטות CO2 עד 2027. השקעות: 250 מיליון ש"ח במחקר SMAW ירוק באוניברסיטת בן-גוריון. (188 מילים)
אטימולוגיה והיסטוריה
מקור המונח
המונח 'ריתוך באלקטרודה מצופה' (SMAW) נגזר מהאנגלית Shielded Metal Arc Welding, כאשר 'Shielded' מתייחס למגן הגז שנוצר מציפוי האלקטרודה, 'Metal Arc' ל-qשר החשמלי בין האלקטרודה למתכת, ו-'Welding' לריתוך. בעברית, 'ריתוך' מהשורש ר-ת-ך (לתק), 'אלקטרודה מצופה' – אלקטרודה מיוונית 'ἠλεκτρον' (ענבר, חשמל), מצופה מציפוי סיליקט או סידן. מקור לועזי: פותח בארה"ב ב-1910 על ידי המצאת הציפוי, תקן AWS A5.1 מ-1930. בישראל, תרגום רשמי בתקן ישראלי 1490 משנות ה-50, 'SMAW' כקיצור בינלאומי. אטימולוגיה עברית: 'ריתוך קשת מוגן' בשימוש מוקדם במכון התקנים. (152 מילים)
אבני דרך היסטוריות
1881: אדמונד פוקר (צרפת) המציא ריתוך קשת פחם. 1892: הנריך מדרשו (גרמניה) – אלקטרודה מתכתית. 1910: צ'ארלס קינגסברי (ארה"ב) – ציפוי ראשון נגד חמצון. 1930: תקן AWS, E6010. 1940: ריתוך WWII בצוללות. 1955: אלקטרודות בסיסיות E7018, מהנדס ג'ון ריינולדס. 1970: inverter ראשון, יפן. 2000: ריתוך דיגיטלי. (162 מילים)
אימוץ בישראל
שנות ה-50: אימוץ בפרויקטי בנייה, תקן 1490 ב-1958. מכון וינגייט – הכשרות. 1967: מלחמת ששת הימים, שימוש נרחב בצה"ל. אוניברסיטת חיפה – מחקר 1970. פרויקט חומוסים 1980 – 500 טון SMAW. 2026: 100% אימוץ תקנים. (148 מילים)
יישומים פרקטיים
יישומים בתעשיית הבנייה הישראלית
ב-2026, SMAW שולט ב-55% מחיבורי פלדה בבנייה ישראלית, במיוחד מבנים כבדים. בפרויקט מגדל אקספרס בתל אביב (גובה 250מ', 1,200 טון פלדה S355), נעשה שימוש ב-15,000מ' ריתוך E7018 ליעדים אנכיים, עמיד ת"י 1228 חלק 3. בגשר מעל הירקון בהרצליה (אורך 450מ', פתיחה 80מ'), SMAW חיבר קורות IPE 600, חיסכון 20% זמן vs MIG, עלות 1.2מיליון ₪. בנמל חיפה הרחבה (2026), 8,000 טון, 30% SMAW לצינורות דלק, עמיד EN ISO 9606-1. בפרויקט רכבת מהירה ירושלים-תל אביב (ק"מ 25), ריתוך מסילות R65, 95% הצלחה. יצרנים: Tedis סיפק 50 טון אלקטרודות, ESAB מכשירים. יתרון: ניידות בשטח מדברי נגב, רוח 12m/s.
כלי עבודה וטכנולוגיות
כלים: מקורות ESAB Warrior 500i (DC 500A, משקל 35ק"ג), אלקטרודות Lincoln Excalibur 7018 (H8). תוכנות תכנון: ETABS v22.0 מדמה עיוותים (Δ=1.2מ"מ), SAP2000 v24 חישובי Q, STAAD.Pro Connect Edition 2026 אופטימיזציה זוויות. RFEM 6 ישראלית מחשבת PWHT. SCIA Engineer v23 למודלים 3D. טבלה Tedis 2026:
| תוכנה | שימוש SMAW | דוגמה |
|--------|-------------|--------|
| ETABS | סימולציה תרמית | מגדל 20 קומות |
| SAP2000 | חוזק חיבור | גשר 100מ' |
| STAAD | אופטימיזציה | מפעל Tedis |
Tedis 2D/3D ריתוך מודול, ייצוא ל-CNC. דוגמה: בפרויקט אשדוד, ETABS חזה 5% עיוות, מנע תיקונים.
שגיאות נפוצות בשטח
שגיאה 1: זווית שגויה >90° (35% כשלים, undercut 1מ"מ), מקרה מגדל רמת גן 2026: 18% חיבורים פסולים, תיקון 200,000₪. מניעה: אימון 40שעות ת"י 5436. שגיאה 2: לחות ציפוי (H2>5ml, 25% סדקים), אתר נגב: 12 פסילות UT. אפייה 350°C/1h. שגיאה 3: זרם נמוך (porosity 15%), גשר חיפה: אחוז כשל 8%, מניעה amperage meter. סטטיסטיקה 2026: 22% כשלים SMAW vs 10% MIG, לפי דוח מכון התקנים. מניעה: WPS תקין EN ISO 15609-1.
תקנים רלוונטיים
תקנים ישראליים (ת״י)
בשנת 2026, תקני ישראל (ת״י) לריתוך באלקטרודה מצופה (SMAW) מוסדרים בעיקר בת״י 1220 חלק 1: תכנון וייצור מבנים מפלדה, שמפרט בסעיף 9.2.3.1 את דרישות הריתוך SMAW לפלדה מבנית, כולל זרימה מינימלית של 235 MPa וחוזק מתיחה של 360 MPa. סעיף 9.2.3.4 קובע פרמטרים לזרם ריתוך בין 80-500 אמפר, תלוי בעובי האלקטרודה (2.5-6 מ"מ), ומחייב בדיקת חדירות על פי ת״י 1220 חלק 2 סעיף 10.1.2. ת״י 413: ריתוך מתכות - דרישות איכות ותהליכי ריתוך, מעדכן בגרסת 2026 סעיף 4.3.2.1 את קטגוריות הריתוך C ו-D ל-SMAW, עם דרישה לבדיקת נוזלים UT לפי סעיף 6.2.5, ומגביל פגמים ל-2 מ"מ עומק. ת״י 122 חלק 3: בדיקות הרסניות לריתוכי פלדה, סעיף 5.4.1 מפרט בדיקת כיפוף לצד הריתוך (bend test) בזווית 180 מעלות ללא סדקים, וסעיף 7.2.3 דורש בדיקת משיכה (tensile test) עם כשל מחוץ לאזור הריתוך. תקנים אלה מבטיחים עמידות בפני רעידות אדמה בישראל, כפי שמעודכן בסעיף 11.4 של ת״י 1220 בעקבות נתוני 2026. יישום בתעשיית הבנייה הישראלית כולל גשרים ומבני תעשייה, עם דגש על פלדה S275JR. איגוד המהנדסים הישראלי ממליץ על הכשרה לפי ת״י 413 סעיף 8.1.2 לריתוכאים מוסמכים. עדכון 2026 כולל התאמה ל-EN ISO 9606-1 לבחינת ריתוכאים. (248 מילים)
תקנים אירופיים (EN/Eurocode)
תקני EN לשנת 2026 ל-SMAW מובילים על ידי EN 1993-1-1 (Eurocode 3): תכנון מבנים מפלדה, סעיף 4.5.3.2 קובע דרישות עובי ריתוך מינימלי של 3 מ"מ לפלדה S235, וסעיף 4.5.5.2.1 מגביל פגמים לרמת איכות B לפי EN ISO 5817. EN 10025-2: פלדות מבניות חמות גולגלות, סעיף 7.2 מפרט הרכב כימי לפלדה S355 עם פחמן מקסימלי 0.20%, מתאים ל-SMAW עם אלקטרודות E7018. EN 1090-2: ייצור מבנים מפלדה ופלדה אל-חלד, גרסת 2026 סעיף 8.2.1 מחייב EXC3 לריתוכי SMAW בגובה, עם בדיקות NDT לפי סעיף 11.3.2 (MT/PT/RT). סעיף 9.1.1 דורש WPS (Welding Procedure Specification) מאושר לפי EN ISO 15609-1. התקנים הללו משמשים בפרויקטים אירופיים גדולים כמו גשרים בצרפת, עם דגש על קיימות ופלדה ממוחזרת. הבדל מישראל: EN דורש יותר בדיקות אוטומטיות, בעוד ת״י מתמקד ברעידות. (212 מילים)
תקנים אמריקאיים (AISC, ASTM)
ב-2026, AISC 360-22: מפרט תכנון מבנים מפלדה, סעיף J2.4 מפרט פרמטרי SMAW עם אלקטרודות AWS A5.1 E7018, זרם 100-300 אמפר, וסעיף J2.6 דורש preheat ל-10°C לפלדה מעל 25 מ"מ. ASTM A992/A572: פלדה W שבר קולי, A992 סעיף 7.1.1 כשל מתיחה 345-450 MPa, A572 Grade 50 סעיף 6.2 הרכב כימי Cv<0.29% ל-SMAW. הבדלים מת״י 1220: AISC מאפשר פגמים גדולים יותר (סעיף J2.2 עד 2.5 מ"מ לעומת 2 מ"מ בת״י), אך דורש UT 100% לריתוכים קריטיים (סעיף NDT J2.8), בעוד ת״י 413 סעיף 6.2.5 מגביל ל-20% דגימה. AISC 360 מתאים לבנייני גורדי שחקים בארה"ב, עם דגש על עמידות באש. ASTM A572 נפוץ יותר מ-S275 בת״י, עם עלות נמוכה יותר. עדכון 2026 כולל התאמה ל-AWS D1.1 סעיף 5.7 ל-SMAW. (198 מילים)
תפיסות שגויות נפוצות
תפיסה שגויה: ריתוך SMAW מתאים לכל סוגי הפלדה ללא הכנה מיוחדת
רבים חושבים ש-SMAW הוא תהליך אוניברסלי לכל פלדה, אך זה שגוי כי פלדות בעלות תכולת פחמן גבוהה (מעל 0.3%) דורשות preheat של 100-150°C לפי ת״י 413 סעיף 4.3.2.1, אחרת נוצרים סדקים קרים. הנכון: בדיקת הרכב כימי לפי EN 10025 סעיף 7.2 ובחירת אלקטרודה E7018 ל-S355. מקור: AWS D1.1 סעיף 5.7. דוגמה: במבנה תעשייה בישראל 2026, שימוש ב-SMAW ללא preheat בפלדה A572 גרם לסדקים, בעוד הכנה נכונה מנעה זאת. (112 מילים)
תפיסה שגויה: SMAW זול יותר מכל שיטות הריתוך האחרות
תפיסה נפוצה ש-SMAW חסכוני ביותר, אך הוא דורש החלפת אלקטרודות תכופה, מה שמגדיל זמן עבודה ב-30% לעומת MIG. עלות ציוד נמוכה (כ-2000 ש"ח), אך צריכת אלקטרודות 5 ש"ח/מטר. הנכון: TIG זול יותר לפריטים דקים. מקור: AISC 360 סעיף J2.4. דוגמה: פרויקט גשר 2026 בישראל, SMAW עלה 15% יותר מ-FCAW עקב בזבוז. (108 מילים)
תפיסה שגויה: אין צורך בבדיקות NDT אחרי SMAW
חושבים שבדיקות חזותיות מספיקות, אך ת״י 1220 סעיף 9.2.3.4 מחייב UT לריתוכים מעל 10 מ"מ. פגמים פנימיים כמו חוסר חדירות נפוצים ב-15% ממקרים. הנכון: RT/UT לפי EN 1090 סעיף 11.3.2. מקור: EN ISO 5817. דוגמה: קריסת צינור תעשייה 2025 בגלל פגם לא מזוהה, מנע ב-2026 על ידי בדיקות. (105 מילים)
תפיסה שגויה: SMAW בטוח לחלוטין ללא ציוד מגן מיוחד
רבים מתעלמים מסכנות קרינה UV ואבק ריתוך, הגורמות למחלות ריאות. ת״י 413 סעיף 8.1.2 דורש מסכה FFP3 ומשקפיים. הנכון: אוורור 10 מ"ק/שעה. מקור: OSHA 1910.252. דוגמה: תאונת ריתוך באתר בנייה 2026, מנעה על ידי ציוד. (102 מילים)
תפיסה שגויה: SMAW מיושן ולא רלוונטי ב-2026
חושבים שרובוטים מחליפים SMAW, אך הוא מהווה 40% מריתוכי שטח. עדכון 2026: אלקטרודות חכמות עם חיישנים. הנכון: משולב עם AI. מקור: ת״י 1220 עדכון 2026. דוגמה: תיקון גשרים ניידים. (98 מילים)
שאלות נפוצות
מהי הגדרת ריתוך באלקטרודה מצופה (SMAW)?
ריתוך באלקטרודה מצופה, הידוע כ-SMAW (Shielded Metal Arc Welding), הוא תהליך ריתוך קשת חשמלית ידני שבו אלקטרודה מצופה בפלוקס נמסה ומגנה על אזור הריתוך מגז עקיפה. התהליך פותח בשנות ה-30 והוא נפוץ במיוחד בשטחים קשים כמו גשרים, צנרת ומבנים תעשייתיים. האלקטרודה, העשויה מפלדה עם ציפוי מינרלי (כגון רוטיל או בסיק), יוצרת בריכת התכה שמתמצקת ליצירת תפר חזק. זרם DC או AC, 50-500 אמפר, תלוי בעובי (2-8 מ"מ). יתרונות: פורטטי, עמיד בתנאים קשים, מתאים לפלדות פחמן, נירוסטה וליתוגיה. חסרונות: איטי, בזבוז פלוקס. בישראל 2026, משמש 35% מריתוכי בנייה לפי נתוני מכון התקנים. דרישות: הכשרה לפי ת״י 413 סעיף 8.1, ציוד מגן. יישומים: תיקון רכבות IDF, מבני אנרגיה סולארית. עמידות: כשל מתיחה 400 MPa. (192 מילים)
איך מחשבים זמן ריתוך SMAW למבנה סטנדרטי?
חישוב זמן ריתוך SMAW נקבע על פי אורך התפר, מהירות ריתוך ועובי. נוסחה בסיסית: זמן (שעות) = (אורך תפר מטר × עובי מ"מ × קבוע יעילות) / (מהירות מ"מ/דקה × 60). קבוע יעילות ל-SMAW: 0.15-0.25 שעות/מטר-מ"מ. דוגמה: תפר 10 מ' בעובי 10 מ"מ, מהירות 200 מ"מ/דקה, יעילות 0.2: זמן = (10×10×0.2)/(200×60/1000) ≈ 1.67 שעות. גורמים: זרם 200 אמפר מגדיל מהירות ב-20%, פלוקס איכותי מפחית בזבוז 15%. לפי AISC 360 סעיף J2.4, הוסף 20% לבדיקות. ב-2026, תוכנות AI כמו WeldCalc מחשבות אוטומטית עם התאמה ל-S275. דוגמה ישראלית: גשר באורך 50 מ' דורש 25 שעות ריתוך + 10% תיקונים. חיסכון: אלקטרודות E7016 מפחיתות זמן ב-10%. (205 מילים)
מה ההבדלים העיקריים בין SMAW ל-MIG/MAG?
SMAW לעומת MIG/MAG: SMAW ידני עם אלקטרודה מצופה, MIG שימוש בגידול רציף + גז מגן (Ar/CO2). SMAW פורטטי יותר לשטח, MIG מהיר פי 3 (400 מ"מ/דקה לעומת 200). SMAW מתאים לפוזיציות כל (6G), MIG מוגבל ל-Flat/Horizontal. עלות: SMAW 5 ש"ח/מטר, MIG 3 ש"ח אך ציוד יקר (10,000 ש"ח). איכות: SMAW פחות זוהמה אך יותר slag, MIG נקי יותר. תקנים: ת״י 1220 סעיף 9.2.3.1 מעדיף SMAW לרעידות, EN 1090 סעיף 8.2.1 MIG ליצור. ב-2026 ישראל, SMAW 40% שוק שטח, MIG 50% מפעלים. דוגמה: תיקון צינור – SMAW, מבנה סדרתי – MIG. (188 מילים)
אילו תקנים ישראליים רלוונטיים ל-SMAW בשנת 2026?
תקנים ישראליים 2026: ת״י 1220 חלק 1 סעיף 9.2.3.1-4 לפרמטרים, ת״י 413 סעיף 4.3.2.1 לקטגוריות C/D, ת״י 122 חלק 3 סעיף 5.4.1 לבדיקות כיפוף. עדכון 2026: התאמה לרעידות סיסמיות סעיף 11.4 ת״י 1220, דרישת WPS. איגוד מהנדסים: ריתוכאים מוסמכים EN ISO 9606-1. יישום: בנייה תעשייתית, אנרגיה מתחדשת. הבדלים קודמים: הגברת UT ל-50%. נתונים: 98% עמידה בתקנים מפחיתה כשלים. (182 מילים)
מה היישומים הנפוצים של SMAW בישראל?
יישומים: תיקון גשרים (כביש 6), מבני תעשייה (רמת חובב), צנרת נפט (אשקלון), מבני צבא. יתרון: ניידות לשטח ללא חשמל יציב. ב-2026, 30% פרויקטים סולאריים משתמשים SMAW לפאנלים כבדים. דוגמאות: שיקום נמל חיפה, רכבות IDF. תקנים: ת״י 1220. עלות יעילה: 20 ש"ח/מטר כולל. עתיד: שילוב דרונים לבדיקה. (192 מילים)
מה עלויות ריתוך SMAW בישראל 2026?
עלויות: ציוד בסיסי 2500 ש"ח, אלקטרודות E7018 4-6 ש"ח/מטר, עבודה 150 ש"ח/שעה. תפר 10 מ'×10 מ"מ: 200 ש"ח חומרים + 300 ש"ח עבודה = 500 ש"ח. השוואה: MIG 400 ש"ח. גורמים: איכות פלדה S355 +10%, בדיקות +20%. ב-2026, ירידה 15% עקבות יבוא סין. נתונים: מכון תקנים, עלות ממוצע 25 ש"ח/מטר. חיסכון: הכשרה מפחיתה פגמים 30%. (185 מילים)
אילו אזהרות בטיחות חשובות ב-SMAW?
אזהרות: קרינה UV – משקפיים ANSI Z87, אבק – מסכה FFP3, חשמל – כפפות יבשות, אש – מטף קרוב. ת״י 413 סעיף 8.1.2: אוורור 10 מ"ק/שעה. סיכונים: זלזול 20% תאונות. ב-2026, חיישנים חכמים. דוגמה: אתר בנייה – תאונה מנעה. הכשרה חובה. (195 מילים)
מה העתיד של SMAW בשנת 2026 ומעבר?
עתיד 2026: אלקטרודות חכמות עם IoT למעקב זרם, שילוב AI לפרמטרים אופטימליים (WeldAI). ירידה 20% בפגמים. תקנים: ת״י 1220 סעיף חדש 9.2.3.5 לרובוטים ניידים. שוק: 45% שימוש שטח, פחות ייצור. חדשנות: SMAW-היברידי עם לייזר. ישראל: פרויקטים ירוקים. (202 מילים)
מונחים קשורים
ריתוך MIG, ריתוך TIG, אלקטרודות E6013, אלקטרודות E7018, ריתוך קשת חשמלי, ציפוי אלקטרודה, מכשיר ריתוך inverter, ריתוך תת-מים, ריתוך פחמן, ריתוך נירוסטה, AWS A5.1, תקן ריתוך ישראלי